W obróbce strumieniowo-ściernej wyróżnia się dwa główne parametry kontrolne, determinujące jakość detali. Są to: profil powierzchni (chropowatość) oraz klasa czystości powierzchni.
Firmy zajmujące się obróbką powierzchni powinny ustalić oczekiwaną klasę chropowatości oraz czystości, aby podjąć odpowiednie kroki podczas przygotowania detali. Niestety, jej pomiar wcale nie jest prosty, a wynik często zależy od wielu czynników. Dowiedz się, czym jest i do czego służy klasa czystości oraz jak prawidłowo ją określić.
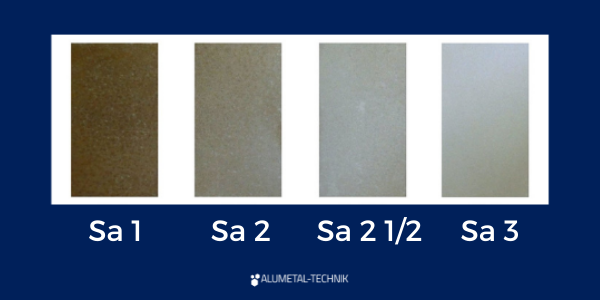
Klasę czystości definiuje norma PL-EN ISO 8501-1:2008, która polega na wzrokowej ocenie materiału na podstawie opisu i zdjęć pomocniczych. Sens istnienia tej normy jest prosty – ma ona pomóc w odpowiednim przygotowaniu powierzchni pod dalszą obróbkę (np. nałożenie powłok antykorozyjnych). Skala Sa zakłada 4 stopnie oczyszczania powierzchni:
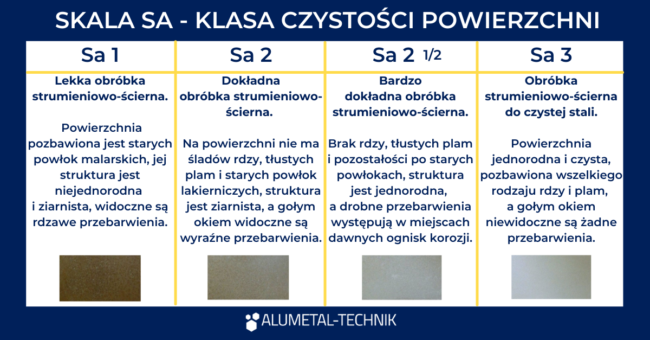
Poziomem czystości powszechnie uważanym za wystarczający przed nałożeniem powłok antykorozyjnych i farb jest Sa 2 1/2. Skala Sa jest też nazywana stopniami czystości powierzchni.
Jako firma zajmująca się obróbką strumieniowo-ścierną, często spotykamy się z przywiezieniem do nas detali, które są mocno zanieczyszczone. Wynika to z intensywnej eksploatacji przedmiotu lub zbyt długiego magazynowania, często pod gołym niebem. Aby otrzymać idealną powierzchnię do nałożenia powłok, musimy te detale wyczyścić, czyli pozbyć się pozostałości farb, zgorzelin, kurzu, olei oraz rdzy.
Odpowiednio dobrana do procesu klasa czystości powierzchni może wpłynąć na trwałość i jakość powłoki. Błędna ocena może być powodem rozwarstwiania powłoki, korozji lub powstawania rys i pęcherzy powietrza. Czystość powierzchni zależy również od wykorzystywanego do obróbki ścierniwa. Warto pamiętać, że oczekiwany profil powierzchni otrzyma się po śrutowaniu różnymi frakcjami metalicznych ścierniw kulistych i łamanych (ostrokrawędziowych).
Najpopularniejszą metodą na zweryfikowanie klasy czystości powierzchni jest ocena wzrokowa. Zazwyczaj robi to użytkownik maszyny do śrutowania, który na podstawie opisu i zdjęć pomocniczych musi zatwierdzić detal i przekazać go do dalszej obróbki. Głównym minusem tej oceny jest to, że nie ma w niej wielu konkretów. Tym sposobem w każdej firmie powierzchnia może być oceniona inaczej – w zależności od oświetlenia, zapylenia w komorze, innych warunków otoczenia oraz osoby oceniającej. Jeśli pracownik jest niedoświadczony lub ma wyrobione nawyki, może popełnić błąd w analizie klasy czystości.
Co za tym idzie?
• Firma nie jest w stanie utrzymać norm jakości, a coraz częściej jest to wymagane.
• Przedmioty mogą szybciej skorodować, jeśli w danym miejscu panują kompletnie inne warunki atmosferyczne – różne klasy korozyjności (np. w krajach skandynawskich).
• Firma musi wypłacać kary lub ponownie oczyszczać powierzchnię, jeśli przez błędną ocenę realizacja nie będzie odpowiednio wykonana.
• Firma musi zainwestować w dodatkowy materiał ścierny oraz zatrudnić pracownika odpowiadającego za poprawki.